专注于热导行业全制程自动化设备
工厂直销 性能稳定 高性价比
订购咨询热线:15895631181

热管整直机自动上料设备,用于将热管输送至整直机内。
自动上料设备包括:
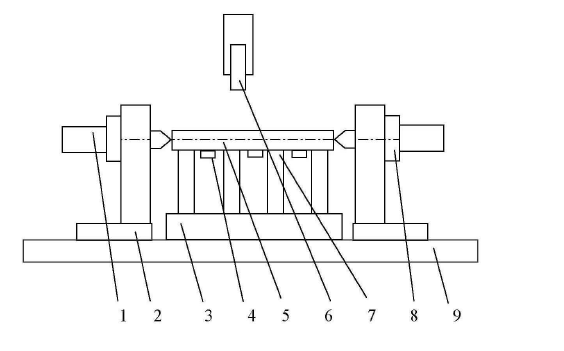
上料仓1、推料机构和送料机构,推料机构安装上料仓底部,推料机构包括第一气缸2和连接在第一气缸2轴上的推料块3。
上料仓1底部通过连杆7安装有底板8,第一气缸2固定在底板8上。
上料仓1与底板8之间安装有第一导向柱9,第一气缸2的轴上安装有推板10,推板10通过第一导套11滑配在第一导向柱9上,推料块3固定安装在推板10上。
上料仓1底部设置有匹配于推料块3的容置孔,推料块3位于容置孔内并能够由第一气缸2驱动沿上料仓1上下移动。
上料仓1底壁朝向推料块3向下倾斜设置并在倾斜下端部设置有与热管匹配的容置槽,推料块3上设置有与热管匹配的料槽301,料槽301位于容置槽内。
并在上料仓1底部安装有振动器12,在振动器12连续振动下,位于上料仓1内的其中一个热管会落入容置槽内,并定位在料槽301上,第一气缸2驱动推板10带动推料块3向上移动将热管推出。
送料机构设置在上料仓1的上方,送料机构包括第二气缸4、第三气缸5和夹爪气缸6,上料仓1顶部安装有龙门支架13,第三气缸5固定安装在龙门支架13上。
第二气缸4上安装有固定板14,固定板14上安装有第二导向柱15,第二导向柱15滑配在安装在龙门支架13上的第二导套16内,第二气缸4通过固定板14连接在第三气缸5轴上,第三气缸5能够驱动第二气缸4水平左右移动。
夹爪气缸6连接在第二气缸4轴上并与推料块3正对,夹爪气缸6上设置有两能够相对移动的夹爪,两夹爪相对的一侧面上设置有与热管匹配的夹持槽,推料块3位于料槽301两侧设置有用于夹爪抓取热管的凹槽302。
第二气缸4能够驱动夹爪气缸6竖直向下移动至热管处,夹爪气缸6驱动夹爪夹持住热管。
其中,上料仓1外侧安装有向下倾斜设置的上料板17,第三气缸5驱动第二气缸4带动夹爪气缸6移动至上料板17正上方,夹爪气缸6驱动夹爪松开热管,热管沿上料板17进入整直机内进行整直。
运行原理为:
人工将若干热管均按要求放置在上料仓1内,在振动器12连续振动下,位于上料仓1底部的其中一个热管落入容置槽内,并定位在推料块3上的料槽301上,第一气缸2驱动推板10带动推料块3向上移动将热管推出,第二气缸4驱动夹爪气缸6竖直向下移动至热管处,夹爪气缸6驱动夹爪夹持住热管,第二气缸4驱动夹爪气缸6上升回位,同时第一气缸2驱动推板10复位,之后第三气缸5驱动第二气缸4带动夹爪气缸6水平移动至上料板17正上方,夹爪气缸6驱动夹爪松开热管,第三气缸5驱动第二气缸4带动夹爪气缸6复位,重复进行上料作业。
由此可见,设备一种热管整直机自动上料设备,通过在上料仓底部安装有能够滑动的推料块,上料仓底壁朝向推料块向下倾斜设置并在倾斜下端部设置有容置槽,在振动器的连续振动下,保证第一气缸驱动推料块每次仅推出一个热管,不会出现卡滞故障,保证上料有序进行;在上料仓顶部安装有夹爪气缸,并由第二气缸驱动竖直上下移动进行夹取热管、第三气缸驱动水平左右移动至*位置进行上料,自动化程度高,能够满足自动化生产的需求,大大提高了工作效率,降低生产成本。
热管矫直机上料设备的优势:
1、设备提供一种热管整直机自动上料设备,通过在上料仓底部安装有能够滑动的推料块,上料仓底壁朝向推料块向下倾斜设置并在倾斜下端部设置有容置槽,在振动器的连续振动下,保证第一气缸驱动推料块每次仅推出一个热管,不会出现卡滞故障,保证上料有序进行;
2、在上料仓顶部安装有夹爪气缸,并由第二气缸驱动竖直上下移动进行夹取热管、第三气缸驱动水平左右移动至*位置进行上料,自动化程度高,能够满足自动化生产的需求,大大提高了工作效率,降低生产成本。
上述为热管矫直机上料设备技术工艺的介绍,昆山艾特利热导科技设备有限公司供应热导行业生产流水线上的各类自动化设备,切管机、缩管机、焊接机、填粉机、注水机、除气机、折弯机、整直机、伺压机、测温机、性能测试机、水冷板检测机、异音检测、热管散热器等热导行自动化设备,推板炉、烧结炉、钟罩炉。专业专注让我们的设备高稳定性高性价比,联系电话:1589 563 1181。

扫一扫加好友
微信公众号
地址:昆山市开发区六时泾路69号
联系人:谢先生
邮箱:aiteligy@163.com
在线沟通,请点我在线咨询