专注于热导行业全制程自动化设备
工厂直销 性能稳定 高性价比
订购咨询热线:15895631181
随着IC制造技术的快速发展,目前单个芯片上集成的晶体管数目已经上亿,功耗及芯片连线密度越来越高,可散热面积小,使得热流密度急剧增加,芯片温度显著上升,严重影响其工作可靠性和使用寿命。因此,具有高导热率、高可靠性、热响应快、无需额外电力驱动等特点的微热管已成为航空及光电子领域普遍使用的理想导热元件。在热管生产中,需要对待加工铜管进行工质灌注和杂气消除。
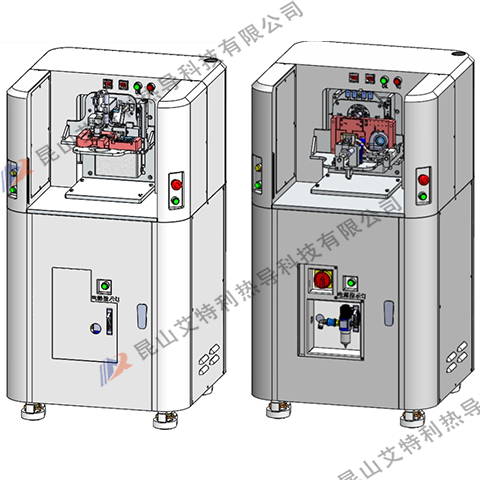
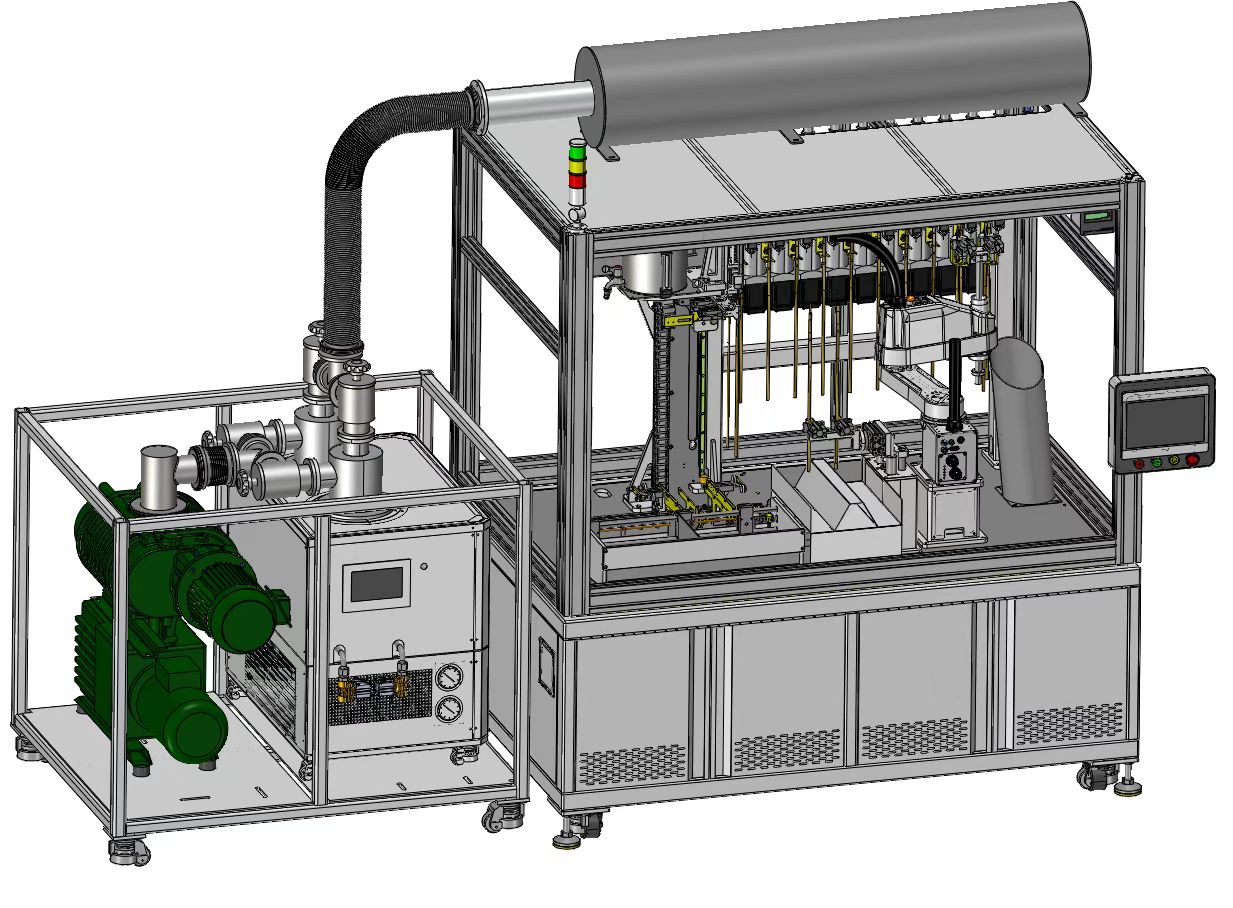
目前存在的加工方法有两种:热管真空充液除气设备,其内含真空系统、灌注系统、作用管道、加热模块以及封口模具,作用管道中间设有一电磁阀,作用管道被该电磁阀分成上腔和下腔两部分,真空系统由一真空电磁阀连接作用管道的上腔,灌注系统由一针阀连接作用管道的下腔,封口模具设置于待加工热管的管口侧,加热模块设置于待加工热管的尾部。上腔连接一气源,并设有一控制其通断的截止阀;下腔设有一热管真空密封夹持设备,该热管真空密封夹持设备内嵌有温度传感器;加热模块连接有温度控制设备。

(自动一除注水一体机)
热管真空充液除气设备,就内部含有毛细结构的待加工热管在作用管道中先后完成抽真空、工质灌注以及分离剩余不凝性气体过程,抽真空是把待加工热管内部的大部分气体抽走,达到一定真空度;工质灌注是关闭连接真空系统与作用管道之间的真空电磁阀以及作用管道中间的电磁阀,打开连接灌注系统和作用管道之间的针阀,填入所需工质量。
扫一扫加好友
微信公众号
地址:昆山市开发区六时泾路69号
联系人:谢先生
邮箱:aiteligy@163.com
在线沟通,请点我在线咨询