散热模组是用于附设在发热源的溢热表面上,将发热源所产生的高温排出,以协助散热,使发热源能在许可的温度下正常运作。热管为散热模组上重要组成部件,其品质决定了散热模组的散热性能。
热管在加工过程中,由于各种加工复杂因素,会导致热管发生弯曲变形,不仅会影响后续生产加工精度,而且会降低散热模组的散热性能,因此需要对热管进行调直。
目前,热管整直摒弃了传统人工方式,采用整直机进行整直,不仅速度快,耗费时间少,而且能够达到很好的整直效果,保证热管的一致性。
但现有整直机的上料方式依然采用人工上料,需要大量人工投入,增加了生产成本,不能够满足自动化生产的需求,生产效率有待提高。
就需要有一种设备提供热管整直机自动上料设备,以克服现有技术中热管上料不能够满足自动化生产的需求、生产效率低以及成本高的缺陷。
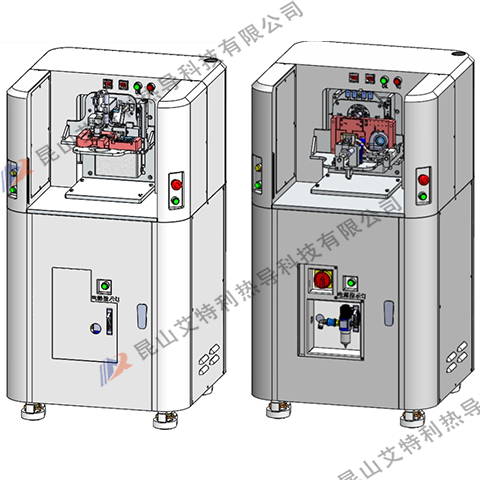
热管整直机自动上料设备工作原理:
设备工作原理图
1上料仓;2第一气缸;3推料块;301料槽;302凹槽;4第二气缸;5第三气缸;6夹爪气缸;7连杆;8底板;9第一导向柱;10推板;11第一导套;12振动器;13龙门支架;14固定板;15第二导向柱;16第二导套;17上料板。
设备将热管输送至整直机内,包括:上料仓、推料机构和送料机构,推料机构安装上料仓底部,推料机构包括第一气缸和连接在第一气缸轴上的推料块,推料块位于上料仓底部并能够由第一气缸驱动沿上料仓上下移动,推料块上设置有与热管匹配的料槽;送料机构设置在上料仓的上方,送料机构包括第二气缸、第三气缸和夹爪气缸,夹爪气缸连接在第二气缸轴上并与推料块正对,第二气缸能够驱动夹爪气缸竖直上下移动,第二气缸连接在第三气缸轴上,第三气缸能够驱动第二气缸水平左右移动。
上料仓底部朝向一侧倾斜设置并在倾斜端部设置有与热管匹配的容置槽,料槽位于容置槽内。
上料仓底部通过连杆安装有底板,第一气缸固定在底板上。
上料仓与底板之间安装有第一导向柱,第一气缸的轴上安装有推板,推板通过第一导套滑配在第一导向柱上,推料块固定安装在推板上。
上料仓底部安装有振动器。
推料块位于料槽两侧设置有用于夹爪气缸的夹爪抓取热管的凹槽。
上料仓顶部安装有龙门支架,第三气缸安装在龙门支架上。
第二气缸上安装有固定板,固定板上安装有第二导向柱,第二导向柱滑配在安装在龙门支架上的第二导套内。
上料仓外侧安装有向下倾斜设置的上料板。
上述为
热管整直机自动上料设备原理的介绍,昆山艾特利热导科技设备有限公司供应热导行业生产流水线上的各类自动化设备,切管机、缩管机、焊接机、填粉机、注水机、除气机、折弯机、整直机、伺压机、测温机、性能测试机、水冷板检测机、异音检测、热管散热器等热导行自动化设备,推板炉、烧结炉、钟罩炉。专业专注让我们的设备高稳定性高性价比,联系电话:1589 563 1181。